發布時間:2010年07月15日 瀏覽次數:99332
今年以來,杭州機床集團公司的機床銷售形勢較好,其中前來訂購汽車轉向齒條成形磨床的用戶不少。汽車轉向齒條成形磨床是杭機的強勢產品,在該公司數控強力成形磨床系列產品中,MKL7150X10汽車轉向齒條成形磨床是最具有成長性的并已批量提供給用戶,在汽車零部件行業已有較大影響的品種。
汽車轉向齒條是汽車齒條齒輪轉向系統中的關鍵件。齒條齒輪轉向系統是轎車、小型貨車普遍使用的一種轉向機構。當轉動汽車方向盤,轉向器齒輪轉動,使與之嚙合的齒條沿著軸向移動,通過齒條將方向盤旋轉運動轉化成車輪傳動所需要的線性運動,從而使左右橫拉桿帶動轉向節左右轉動,使轉向車輪實現偏轉而實現汽車轉向。在齒條齒輪轉向系統中,轉向齒條的精度、嚙合度高低非常重要,轉向系統是決定汽車主動安全性的關鍵總成。轉向齒條精度差會造成轉向不靈敏、操縱不穩,需大幅轉動方向盤,不僅影響汽車的操作宜人性,甚至會造成轉向系統故障而導致事故。國際上,汽車生產大廠曾出現由于轉向系統問題而召回的事例。
汽車轉向齒條齒型部分的寬度一般為200mm左右,加工深度在5-10mm。長期來,我國的汽車行業大多采用插削、銑削或拉削方法進行汽車轉向齒條齒型的加工。從這些工藝的實際應用來看,插削、銑削的精度精度較低,效率一般,而拉削的精度稍好,效率也較高,但是這幾種加工方式的精度和效率都不及強力成形磨削,而且所使用的刀具成本高,加工的柔性較差。國外,早在上世紀的60、70年代起就廣泛應用了強力成形磨削,德國斯來福臨集團旗下的Blohm、Maegerle公司都有相應的機床,如Blohm公司的PROFIMAT MT、MC系列成形磨床和Maegerle公司的MMS、MGC系列磨床都能進行汽車轉向齒的成形磨削加工。德國ELB公司的MICRO-CUT-A系列磨床系列也能進行轉向齒條的成形磨削。因為,在整體淬硬的實體材料上直接磨出全寬度齒型可以明顯提高加工質量和生產效率。
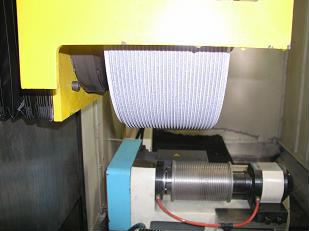
2001年以來,杭州機床集團公司陸續開發出一批高檔的數控強力成形磨床,如能加工航空發動機葉片的七軸五聯動數控的MKL7150強力成形磨、MKH450成形磨削加工中心等。這些機床分別用于磨削航空發動機精密零件如葉冠、鎖片槽等難切削零件的成形,磨削汽輪機的葉片、轉子槽等,磨削精密數控機床中的鼠牙盤、船舶工業中的葉輪型面等,占領了國內數控強力成形磨床制造領域的許多制高點,其中的許多機床都是國內首臺套機床,打破了工業發達國家對我們的限制和壟斷。2004年以后,為了更好地為國內方興未艾的汽車制造工業服務,該公司以汽車工業中加工批量最大的轉向齒條為突破口,通過深入研究和試驗,把該機床系列中通用性較好的MKL7150×10數控強力成形磨床成功用于汽車轉向齒條的成形磨削加工。迄今為止,機床已批量提供給國內近10家汽車零部件制造企業,最多的一家先后購置了8臺MKL7150數控強力成形磨床。據了解,機床總體的使用情況都較好,得到用戶的肯定和贊許。MKL7150數控強力成形磨床的結構先進,技術成熟,擁有多項自主知識產權。該機床的橫向導軌置于立柱中部兩側,其結構在國內較為先進。X、Y、Z三軸導軌具有先進的結構性和工藝性,進給靈敏,加工精度高。機床采用德國西門子802D/810D/840D數控系統,對工作臺縱向移動、磨頭垂直進給、立柱橫向進給和砂輪軸電機進行單獨控制或聯動。有線性插補和圓弧插補等補償功能,能實現自動磨削循環。機床可采用多種成形修整技術,如臺面金剛滾輪修整、金剛筆通過X、Y兩軸聯動修整或采用國際先進的盤形修整技術,修整成形精度高。機床縱向有快速進給功能,可實現普通平磨的往復式磨削。機床磨削區域采用全封閉式結構,同時貫徹強制性安全標準,采標先進,操作宜人性好。
杭機集團在為用戶提供加工設備的同時,還在深入研究用戶工藝后把可靠的先進工藝連同機床一起提供給用戶。針對汽車轉向齒條磨削寬度在200mm、切深在5-10mm,且材料是淬硬的實體的實際情況,機床的磨頭主軸電機功率高達77KW,砂輪的寬度最大可達240mm,是目前國內寬度最大的。砂輪全寬度磨削切深最大為8mm,可實現高效率的超寬砂輪、超大功率主軸大切深強力成形磨削,掌握這項先進技術的企業在國際上也為數不多。機床采用臺式金剛滾輪修整器或者采用臺式金剛碟形應用Y、Z軸聯動實現成形修整的方法,在最大厚度為240mm的砂輪上修整出齒條齒形輪廓。機床采用緩進給強力深切成形的方式,在砂輪的全寬度上磨削出整體的齒形。轉向齒條采用五工位液壓夾具夾緊,一次裝夾五件。機床的數控系統為西門子840D系統,在磨削過程中,除工件裝卸外,均可執行數控程序自動完成加工,磨削工作循環是“粗磨-修整砂輪-精磨”,工藝上采用工件整體淬硬,垂直總進給量6.5mm,直接磨出成形齒,單件加工時間約為4分鐘。但目前國內仍采用把熱處理作為末道工序的工藝流程,在未淬火的材料上磨出齒型,然后淬硬。但國外有些廠家已把磨削優化為末道工序,因為如果在整體淬硬的實體材料上直接磨出全寬度齒型可以明顯提高加工質量和生產效率。當然,各個生產廠根據自身的設備、加工批量、生產效率等因素采用不同的加工工藝。如機床經過荊州恒隆等汽車零部件生產廠的實際生產驗證,使用情況很好。該公司所購置的幾臺MKL7150數控強力成形磨床基本處于24小時連續工作的狀態。現在,該公司為了充分利用原有的生產設備,同時節約加工費用,也為了進一步提高加工效率,由原來的粗磨、精磨分兩刀進行,改成在上磨床進行成形磨削之前,用銑床在工件上先銑出一個頂面,再上MKL7150數控強力成形磨床磨一刀就下料了,每臺機床每天的產量在1000件左右。MKL7150數控強力成形磨床除了用于上述汽車轉向齒條外,還可以用于汽車轉向搖臂軸扇形齒的成形磨削。
近年來,我國的汽車工業連續保持高速增長的發展勢頭,2009年全年的汽車產銷分別達到1379.1萬輛和1364萬輛,雙雙超過1300萬輛,成為名副其實的汽車產銷大國。到2020年,我國的汽車產量將達到1800萬輛,國家要求,到時汽車制造業所需高端數控機床要求80%來自國內,因此數控機床的發展前景是很好的。有關專家認為,今后10年是我國發展國產汽車裝備的最佳和最后戰略機遇期。我們應該牢牢把握,為汽車工業提供更多的數控強力成形磨床,努力拓展成形磨床的應用領域。同時,象汽車轉向齒條這類磨床在技術上已成熟,國內的汽車零部件廠都可以放心地采用,而不必再進口昂貴的機床。
來源:2010年5月12日 中國工業報


公司名稱:浙江杭機股份有限公司
地址:杭州市西湖區學院路50號杭機大廈
電話:400-090-5999
版權所有:浙江杭機股份有限公司
copyright ? 2011-2021 bharateduranchi.com All rights reserved
浙ICP備16031098號-3
浙公網安備 33018502001650號





